学术咨询服务正当时学报期刊咨询网是专业的学术咨询服务平台!
发布时间:2019-09-21 17:21所属平台:学报论文发表咨询网浏览: 次
摘要:针对数控立车常见的自动换刀故障,通过对换刀程序以及换刀结构、原理的分析和解读,提出数控立车自动换刀问题的原因分析和解决方法。 关键词:数控立车;自动换刀;常见问题 一、换刀常见故障及分析 (一)执行换刀动作在执行到某一动作后突然停止故障现象及
摘要:针对数控立车常见的自动换刀故障,通过对换刀程序以及换刀结构、原理的分析和解读,提出数控立车自动换刀问题的原因分析和解决方法。
关键词:数控立车;自动换刀;常见问题
一、换刀常见故障及分析
(一)执行换刀动作在执行到某一动作后突然停止故障现象及原因分析
1.故障现象及影响
数控立车在执行正常的换刀程序时,主轴侧刀具号与刀库侧刀座号一致,机床能执行自动换刀程序,刀库侧门与Z轴侧门都已经打开,Z轴已经入库并执行到原有刀具位置向下走,此时换刀动作停止并报警。该故障Z轴下放刀具后,Z轴上刀具与刀盘之间存在间隙,Z轴未能及时抬起导致换刀动作停止,此时若对系统执行复位,由于换刀程序未完成即便强制终止,将导致机床出现报警。
2.原因分析
从程序分析可得出如下动作流程图:
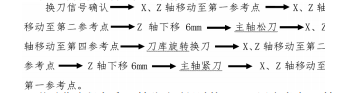
从动作流程来看,Z轴移动需经过第一、二、四参考点,Z轴下放刀具准停点为第四参考点,当下放完成后动作停止,无下一步动作。若Z轴刀具与刀盘直接存在间隙或者发生卡压,其直接原因为Z轴下方位置不对导致,而Z轴下放量从宏程序来看为相对于第二参考点距离6mm的一个相对值,并不存在下放量不对的问题,因此参考点位置不对导致了Z轴在下放刀具时位置错误。
导致参考点位置发生错误可能的原因存在软件故障和硬件故障两种,可能导致的原因如下:a.立车X、Z轴都为光栅尺绝对位置检测,其绝对位置记忆由伺服模块中的记忆电池保障,当记忆电池欠压或者不正当拆卸未及时装回将导致该故障现象。
b.系统的重装或者对参考点参数的改动将导致参考点在NC系统中所对应得参数值发生变化,系统重装将导致参数值丢失,而参数值的改变将导致参考点位置发生变化,进而导致该故障发生。
c.机床在自动换刀时其X、Z轴的移动由本身的机械结构体现,该机床X、Z轴机械结构形式为丝杠,其具有高精密的特点,若Z轴丝杠轴向跳动过大将会导致实际移动量超差进而导致参考点位置的错误。
3.故障处理
从该故障的原因分析来看,该故障发生的本质原因为参考点位置发生错误导致。而参考点错误可能导致的原因有三种,首先对其硬件进行检查和排除,其故障处理步骤如下:a.用钢珠及百分表检查X、Z轴的轴向跳动。轴向跳动在0.02-0.05mm范围内为合格。若超差,调整X、Z轴丝杆锁紧螺帽直至在范围内。
完成上述硬件检查后,若故障依旧,则可判断该故障由软件原因造成。通过上述故障原因分析可知,参考点位置错误是故障发生的本质原因。处理原则:找回机床正确的参考点位置,为此执行如下处理步骤:b.检查模块电池电压。若有电压低或者损坏情况,更换记忆电池。c.系统重装或者参考点参数值误改动,都将导致正确的参考点位置丢失,无法恢复。
执行完上述步骤后,机床内部已经具备了参考点,但由于该故障造成参考点位置参数错误,无法恢复,机床仍旧无法自动换刀,需通过其他方法找回正确的参考点位置。数控机床都有一个机械原点称之为机床原点M,作用为使机床与控制系统同步,建立测量机床运动坐标的起始,与机床原点相对应的还有一个机床参考点R,R参考点到机床原点M的距离通过精确测量来确定且为定值。参考点找回的原理是利用R和M之间固定的关系,通过打表检测的方式确两者之间的差值,再修改对应的参数,即可找回正确的参考点。
具体处理方法:a.在MDI模式下,点按DFS/SET按钮,出现SETING界面,将可写入参数项0改为1,按INPUT输入。b.修改系统参数1815#5为“0”,机床测量变为增量编码器方式,系统断电再重新上电。c.在JOG或者手轮模式下,将滑枕移至原始第一参考点附近,记此位置为R1。d.把系统参数1815#5设定为“1”,1815#4自动为1(若没跳变,则手动设为1),系统断电再重新上电。
e.在MDI模式下,输入指令“G28U0W0;”,机床回归到错误的第一参考点R1。记录此时坐标系中X、Z方向的坐标值为X1、Z1,记原始的第一参考点坐标位置为R(X0、Z0)。f.在MDI模式下,输入指令“G0XOZO;”,机床回归到机床坐标系原点(机床工作台回转中心),此时由于参考点错误,机床回归到错误的机床原点,记录此时X、Z方向的坐标值为X2、Z2,记此点为M1。
g.在手轮模式下,将滑枕移动至工作台中心附近,打表检测X轴的坐标与工作台的中心偏离值,手轮移动使Z轴中心线与工作台中心线重合。并记录此时在坐标系中X、Z方向的坐标值为X、Z,记此点为M。通过以上处理步骤成功找回正确参考点位置坐标,此时主轴处于机床原点M,按如下步骤重新设置原始参考点位置:a.在手动模式下,沿X方向移动XO距离,沿Z方向移动Z0距离。
b.修改系统参数1815#5为“0”,机床测量变为增量编码器方式,系统断电再重新上电。c.把系统参数1815#5设定为“1”,1815#4自动为1(若没跳变,则手动设为1),系统断电再重新上电。d.在MDI模式下,按DFS/SET出现SETING将可写入参数1改为0,按INPUT输入。e.参考点沿X、Z轴方向原始第一参考点位置找回成功。设定好参考点后,单步执行自动换刀程序,换刀正常。
二、认识与总结
本次针对自动执行换刀,对其故障现象进行描述,分析了机床换刀逻辑流程和换刀宏程序的原理,通过原理与实际的结合,便可判断故障可能指向的部位和过程,再结合机械及电气原理,即可快速完成对刀库故障的维修和保养,对于以后该类故障的维修上具有广泛指导作用,同时该类维修思维和方法也具备一定的借鉴作用。
参考文献:
[1]周兰.FANUC系统数控机床回参考点方式及其故障排除[J].机床电器,2012.3.
[2]BEIJIN-FANUC0i-TD参数说明书.
机械方向评职知识:机械工程学报编辑审稿录用几率高吗
机械工程学报是机械方向的核心刊物,审稿时间在1-3个月,录用几率在50%以上,属于录用率较高的学报,是机械从业者评职称首选的刊物,主要刊登机械工程方面的基础理论、科研设计和制造工艺等方面的学术论文,报道自然科学基金项目论文和国外学者的论文反映本学科的最新发展和最新科研成果,需要投稿这本学报的作者欢迎随时咨询我们的编辑老师。
转载请注明来源。原文地址:http://www.xuebaoqk.com/xblw/4601.html
《数控立车自动换刀常见问题分析处理》学报期刊咨询网
专业提供学报论文发表咨询平台
学术咨询服务正当时
